Drum flaker is used primarily for solidification of chemical and pharmaceutical products. However, more applications for these machines are also being found in the food industry.
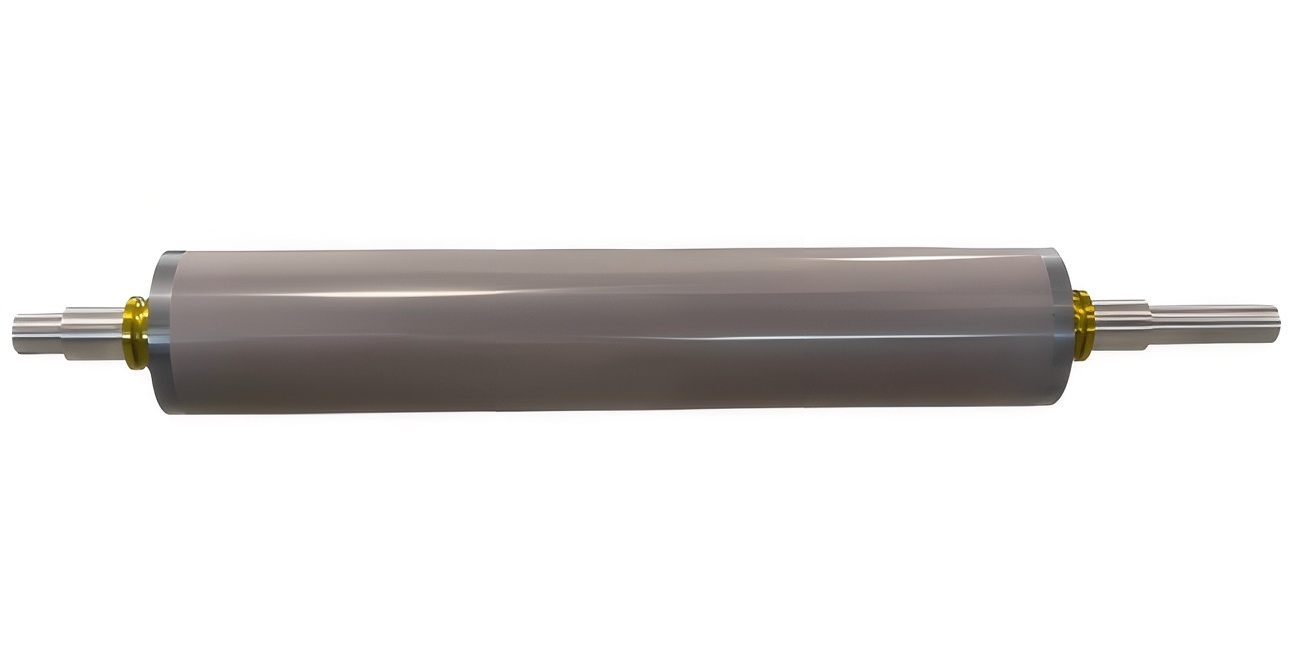
With the drum flaker, a molten product is converted into a solid form. A thin layer of the liquid adheres to the outside of the rotating, internally cooled drum in a continuous process. Heat is extracted from the product by contact with the cooled drum surface and the product solidifies. The drum flaker is primarily used to produce flakes, but there are also ways of converting your product into easily manageable pastilles or flakes.
Drum flaker is used primarily for solidification of chemical and pharmaceutical products. However, more applications for these machines are also being found in the food industry.
With the drum flaker, a molten product is converted into a solid form. A thin layer of the liquid adheres to the outside of the rotating, internally cooled drum in a continuous process. Heat is extracted from the product by contact with the cooled drum surface and the product solidifies. The drum flaker is primarily used to produce flakes, but there are also ways of converting your product into easily manageable pastilles or flakes.
Drum flaker widely applied in the chemical, pharmaceutical, and food industries to solidify, cool, and flake products like fatty acids, waxes, resins, and various food items.
| Model No. | Drum Size (mm) | Motor Power (kW) | Drum Rotary Speed (R/min) | Ref. external dimensions (mm) |
|---|---|---|---|---|
| HT400 | Dia.400 x FL400 | 3 | 2-10 | L1800 x W800 x H1000 |
| HT600A | Dia.600 x FL600 | 3-4 | 2-10 | L2100 x W1100 x H1500 |
| HT600B | Dia.600 x FL800 | 3-4 | 2-10 | L2300 x W1100 x H1500 |
| HT800A | Dia.800 x FL800 | 4-5.5 | 2-10 | L2600 x W1300 x H1700 |
| HT800B | Dia.800 x FL1000 | 4-5.5 | 2-10 | L2800 x W1300 x H1700 |
| HT1000 | Dia.1000 x FL1000 | 4-5.5 | 2-10 | L2800 x W1500 x H1900 |
| HT1200A | Dia.1200 x FL1200 | 5.5-7.5 | 2-10 | L3100 x W1700 x H2000 |
| HT1200B | Dia.1200 x FL1500 | 5.5-7.5 | 2-10 | L3400 x W1700 x H2000 |
| HT1500 | Dia.1500 x FL1500 | 5.5-7.5 | 2-10 | L4200 x W2100 x H2400 |
| HT1600 | Dia.1600 x FL1800 | 7.5-11 | 2-10 | L4700 x W2200 x H2600 |
| HT1800A | Dia.1800 x FL1800 | 11-15 | 2-10 | L4700 x W2400 x H2700 |
| HT1800B | Dia.1800 x FL2000 | 11-15 | 2-10 | L5000 x W2400 x H2700 |
| HT2000A | Dia.2000 x FL2000 | 11-15 | 2-10 | L5000 x W2600 x H2800 |
| HT2000B | Dia.2000 x FL2500 | 15-18.5 | 2-10 | L5500 x W2600 x H2800 |
| HT2000C | Dia.2000 x FL3000 | 15-18.5 | 2-10 | L6000 x W2600 x H2800 |
| HT2500A | Dia.2500 x FL3000 | 18.5-22 | 2-10 | L6000 x W2800 x H2900 |
| HT2500B | Dia.2500 x FL3500 | 18.5-22 | 2-10 | L6800 x W2800 x H2900 |
(1) Double-Shell jacket type cooling drum: The outer shell comes into direct contact with the molten product, while the space between the outer and inner shells forms a jacket. The cooling medium enters through the shaft end, is distributed via a distribution pipe to one end of the shell, and then—guided by a flow-directing device—returns from the other end of the shell back to the shaft end for discharge, thereby completing a full cooling cycle.
(2) Internal Spiral Multi-Channel cooling drum: This cooling method involves welding multiple spiral leading on the inner shell of the drum. These spiral leading are typically divided drum surface into four or six equal sections; as cooling water flows through these channels, it carries away a significant amount of heat from the drum, thereby causing the molten product on the drum's surface to cool and crystallize.
(3) Spray Cooling drum: Verified through numerous tests conducted both domestically and internationally, spray cooling demonstrates an efficiency approximately 15% higher than that of internal spiral multi-channel cooling systems. This superior performance is attributed to the shorter heat exchange duration inherent in the spray method, which enables the cooling water to rapidly and uniformly cool the rotating drum. Furthermore, this design prevents the accumulation of scale even after prolonged operation and simplifies the maintenance of the rotating drum.
(1) Bottom-dip feeding involves conveying the molten product into a dip tank situated beneath the rotating drum; the drum is immersed in this dip tank, the molten product automatically adheres to the drum's surface during drum rotation. The thickness of the molten product layer is controlled by adjusting the immersion depth and the drum's rotational speed.
(2) Overhead-spread feeding utilizes a specialized feeding mechanism designed specifically for molted product with low adhesion properties.
(3) Side feeding involves introducing the molten product into a side-mounted feed tank, where it adheres to the rotating drum to undergo cooling and crystallization. The advantage of this method is that no residual material accumulates in the feed tank, making it easy to clean.
All three of the aforementioned methods can be utilized to facilitate the condensation (drying), crystallization, and flaking of various types of molten product.
The drum flaker features a fully enclosed design, with access doors provided on both sides for maintenance. The top of the casing is equipped with an induced exhaust port, which connects to an external extraction unit to effectively remove odors and dust. Depending on the properties of the molten product being processed, the casing can be configured with inlet ports to introduce nitrogen—providing an inert atmosphere to prevent finished product oxidation—or to introduce cold air to enhance cooling efficiency and increase production capacity.
(1) Diverse Scraper Structures: Users may choose between single-blade rotary shaft and multi-blade combination configurations. These designs ensure intimate contact and seamless engagement between the scraper and the drum surface.
(2) Diverse Scraper Materials: Materials are selected based on the specific properties of the processed material. Metallic blade options include alloy steel, bronze, and stainless steel. Non-metallic blade options include modified epoxy resin, PP, phenolic resin, nylon, or Bakelite; these materials are durable and wear-resistant, ensuring thorough and clean material removal without causing abrasion to the rotating drum.
(3) Removable End-Face Scraper Device (Side Scraper): Equipped with a detachable side scraper, the unit facilitates easy removal for maintenance and inspection while simultaneously preventing the accumulation of excessive material on the drum's side surfaces, thereby ensuring the smooth and efficient operation of the equipment.
The material of the drum can be selected based on the physical and chemical properties of the molten product. Stainless steel, carbon steel, hastelloy, titanium alloy, 906L are available
Cross-border transportation often takes one month or even longer. To prevent accidental damage during transportation, we have made special protection for the surface of each roller. The rollers are suspended in an steel frame and then protected with wooden boards. After the rollers are loaded into the container, they will be reinforced again to prevent potential risks caused by shaking during transportation.






can not be empty
The E-mail format is not correct
can not be empty

HUATAO GROUP - ROLLS
Address: No.298 Zhonghua North Street, Shijiazhuang 050000 China.
Tel: +86 0311 80690567
Email: sale08@huataogroup.com
 WhatsApp & WeChat : +86 13383112591
WhatsApp & WeChat : +86 13383112591